ООО Чэнду Саньцзи Технолоджи
г. Чэнду, р-н Шуанлю, просп. Сиханган, средина 4-го участка, д. 785
ООО Чэнду Саньцзи Технолоджи
г. Чэнду, р-н Шуанлю, просп. Сиханган, средина 4-го участка, д. 785
2026-01-12
Когда слышишь ?OEM-хранение для ЧПУ?, первое, что приходит в голову многим — это просто стеллажи или шкафы под заказ. Но если копнуть глубже, работая с реальными цехами, понимаешь, что это скорее про интеграцию логистики в сам процесс производства. Тренд? Да, но не тот, что рождается на выставках, а тот, что вылезает из проблем: когда деталей много, номенклатура меняется каждый день, а место на полу стоит дороже, чем сама фреза. Вот тут и начинается настоящая история.
Раньше часто видел схему: отдельное помещение, стеллажи, кладовщик. Для серийного крупносерийного производства — может, и работает. Но для современных обрабатывающих центров, особенно с мелкосерийным и смешанным выпуском, это создает простои. Оператор идет за заготовкой, ждет, ищет. Тренд, который я наблюдаю последние лет пять — это стремление максимально приблизить хранение к шпинделю. Не в метрах, а в секундах доступа.
Например, стали популярны модульные системы хранения, которые можно встраивать прямо в зону работы ЧПУ или вокруг него. Это не просто полки, а продуманные кассеты, тележки, вертикальные накопители с маркировкой под штрих-код. Ключевое — OEM-хранение здесь проектируется не как отдельная услуга, а как часть техзадания на организацию рабочей ячейки. Заказчик уже не говорит ?сделайте мне шкаф?, он говорит ?у меня есть три станка, такая номенклатура заготовок и оснастки, как сократить непроизводительное время на 15%??.
Был у меня опыт на одном заводе под Москвой, где пытались внедрить ?умные? ячейки хранения с RFID. Идея гениальная: подъехал тележкой — система сама подсветила ячейку с нужной заготовкой. Но на практике столкнулись с тем, что металлическая стружка и СОЖ убивают любую электронику, какой бы защитой она ни обладала. Проект свернули, вернулись к старому доброму канбану с цветными бирками, но в перепроектированных, более эргономичных стеллажах. Вывод: тренд на автоматизацию есть, но его всегда нужно проверять на ?бронирование? от реалий цеха.
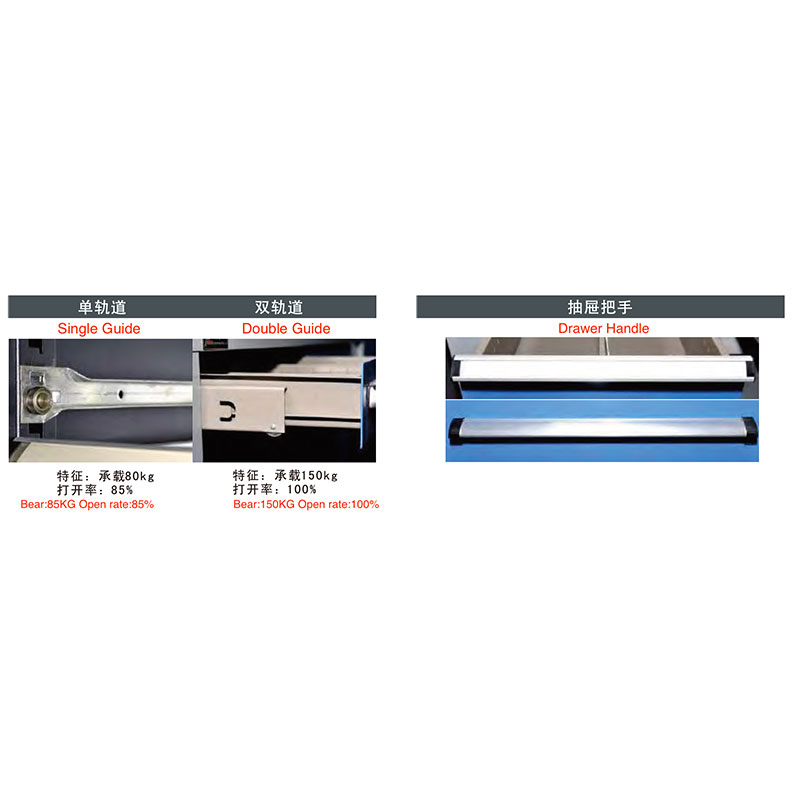
В погоне за технологиями часто забывают про основы. Главный тренд в материалах — это не сверхпрочные сплавы, а правильное применение того, что есть. Для хранения тяжелой оснастки — массивная сталь с усиленными креплениями. Для легких, но хрупких инструментов или готовых деталей — композиты с антистатическим покрытием и мягкими вставками. Видел, как на одном производстве дорогущие прецизионные оправки хранили в обычных стальных гнездах без подгонки — через месяц пошли следы на поверхности, брак.
Эргономика — это вообще отдельная песня. Лучшая система та, которую оператор будет использовать правильно, не ленясь. Если для того, чтобы взять патрон, нужно открутить три болта и снять защитную крышку, эту крышку снимут один раз и больше не наденут. Поэтому сейчас в тренде быстродоступные решения: выдвижные панели, поворотные башни, системы с пневмоподъемником. Это снижает физическую нагрузку и, как следствие, человеческий фактор.
Тут можно вспомнить про ООО Чэнду Саньцзи Технолоджи. Я не понаслышке знаком с их подходом. На их площадях в Шуанлю видно, что они мыслят масштабно — не просто производят стеллажи, а проектируют их исходя из полного цикла движения инструмента и заготовки. На их сайте first-sanji.ru видно, что акцент делается на системности. Для них OEM-хранение — это не изолированный продукт, а модуль в более крупной системе логистики цеха. Это и есть профессиональный взгляд, когда ты понимаешь контекст, в котором будет работать твое изделие.
Раньше заказчик хотел сделать раз и навсегда. Сейчас технологический цикл меняется быстрее, чем изнашивается стеллаж. Поэтому тренд номер один — модульность и адаптивность. Система должна позволять без сварки и капитальной переделки менять конфигурацию: добавить ярус, переставить перегородки, нарастить секцию.
Мы как-то поставили целую систему хранения под конкретную линейку фрез. Через полгода заказчик сменил станок и половина оснастки поменяла геометрию. Система стала бесполезной. Горький, но ценный урок. Теперь в любой проект закладываем как минимум 30% свободного, легко переконфигурируемого пространства и используем универсальные крепления. Клиент может ругаться на цену ?пустого места?, но потом благодарит.
Это касается и программной части, если она есть. Прошивка для управления ?умным? складом инструмента должна позволять менять номенклатуру, параметры и приоритеты без вызова программиста. Идеал — интерфейс, с которым сможет справиться мастер смены.
Сейчас модно говорить про Индустрию 4.0. В контексте хранения для ЧПУ это перестает быть маркетингом, когда видишь реальную экономию. Тренд — это не просто склад, а точка сбора данных. Каждая ячейка, каждая позиция — это информация: что взяли, когда, сколько осталось, какой инструмент на подходе к выработке ресурса.
Самое простое и востребованное — интеграция с системой MES. Отсканировал штрих-код с заказа — система подсветила, где лежат нужные заготовки и какая оснастка установлена на станке. Снял инструмент для замены — отметил в системе, и она автоматически сформировала заявку в инструментальный склад. Это сокращает простои на 10-20%, что для производства с дорогими ЧПУ — огромные деньги.
Но есть подводный камень. Часто софт от одного вендора, ?железо? от другого, а станки — от третьего. Свести это воедино — та еще задача. Успешные кейсы, которые я видел, всегда начинались с пилотного проекта на одном участке, где отрабатывали все ?косяки? связи между системами. Гнаться за тотальной интеграцией сразу на всем заводе — верный путь к разочарованию и выброшенным деньгам.
Вот главный сдвиг в мышлении, который я считаю ключевым трендом. Раньше отдел закупок выбирал по прайсу. Сейчас (в хороших компаниях) к обсуждению подключают начальника производства и главного технолога. Потому что вопрос ставится иначе: как эта система хранения повлияет на общую эффективность оборудования (OEE)?
Можно купить дешевые стеллажи и терять по 15 минут в смену на поиски. А можно вложиться в продуманную систему и выиграть это время. Когда станок стоит тысячи евро в час, окупаемость правильного OEM-хранения считается за месяцы, а не за годы. Приходится объяснять это заказчикам, приводить конкретные цифры с их же производства, строить простые модели ROI.
Итог. Тренды в OEM-хранении для ЧПУ ушли далеко от металлообработки. Это теперь тренды на эргономику, гибкость, интеграцию и тотальную экономическую эффективность. Система должна быть живой, адаптивной и считать секунды. А самое главное — ее должен принимать и использовать человек у станка. Без этого любая, даже самая технологичная разработка, превратится в дорогую и бесполезную конструкцию в углу цеха. Как та RFID-система, о которой я вспоминал. Технологии — это инструмент, а не цель. Цель — чтобы деталь вовремя и без царапин оказалась в шпинделе. Вот вокруг этого и крутится всё.