ООО Чэнду Саньцзи Технолоджи
г. Чэнду, р-н Шуанлю, просп. Сиханган, средина 4-го участка, д. 785
ООО Чэнду Саньцзи Технолоджи
г. Чэнду, р-н Шуанлю, просп. Сиханган, средина 4-го участка, д. 785
2026-03-22
Когда слышишь ?OEM-производитель интеллектуального шкафа?, в голове сразу возникает образ стандартного металлического ящика с парой датчиков. Многие так и думают, и именно в этом кроется главная ошибка при выборе. На деле, подлинный ?интеллект? начинается не с железа, а с понимания того, как именно инструмент живёт в цеху: от момента его заточки до износа последней фаски. Я долгое время считал, что главное — это точный RFID-чип или связь с 1С. Пока не столкнулся с ситуацией, когда идеально считанный чип привязан к фрезе, которая уже отслужила своё, но из-за сбоя в логике учёта её продолжали выдавать на линию. Это был не сбой софта, это был пробел в концепции. Именно поэтому сейчас, глядя на предложения разных фабрик, я в первую очередь смотрю не на список функций, а на то, как производитель видит сам процесс инструментального хозяйства. Вот, например, китайская компания ООО Чэнду Саньцзи Технолоджи — они с 1986 года в станкостроении, их сайт first-sanji.ru пестрит тяжёлыми обрабатывающими центрами. И когда они заявляют об интеллектуальных шкафах, это вызывает вопросы и интерес одновременно. Может ли производитель станков глубоко понять логистику мелкого инструмента? Или их подход будет излишне ?железоцентричным?? Давайте разбираться, отбросив маркетинг.
Наш цех начал с, казалось бы, продвинутой системы. Шкафы с сенсорным экраном, каждая ячейка с индивидуальным замком, интеграция в сеть. Производитель обещал полный контроль. А на практике вышло, что ?интеллект? был односторонним. Система фиксировала, что фреза M1245 взята Ивановым в 14:00. Но была ли она остро заточена? Какой был остаточный ресурс? Нет. Система не знала. Она лишь регистрировала факт изъятия из ячейки. Мы столкнулись с тем, что рабочие, чтобы сэкономить время, брали инструмент ?в обход? — через простой шкафчик мастера, потому что умная система требовала лишних телодвижений для подтверждения операции. Интеллект оказался не для пользователя, а для отчётности перед руководством. Это тупик.
Позже я видел системы, где к чипу добавлялся датчик вибрации или веса. Вроде бы шаг вперёд. Но и тут подводный камень: такой датчик требует калибровки, он чувствителен к цеховой пыли и масляной взвеси. Через полгода эксплуатации погрешность весового датчика в одном из шкафов достигла 50 граммов — для мелкого сверла это катастрофа. Система показывала ?наличие?, а по факту ячейка была пуста. Пришлось возвращаться к ручным инвентаризациям. Получается, избыточная, неадаптированная к реальной среде ?умность? лишь увеличивает стоимость владения и сложность обслуживания.
Отсюда мой первый критерий: интеллектуальный шкаф должен решать конкретные боли: исключать выдачу тупого инструмента, предсказывать необходимость пополнения запаса, минимизировать ручной ввод данных. И делать это максимально прозрачно и надёжно для рабочего. Если система создаёт ему дополнительные барьеры, он найдёт способ её обойти. Все технологии должны работать на этот базовый принцип.
Заказ у OEM-производителя — это всегда палка о двух концах. С одной стороны, ты можешь получить продукт, идеально заточенный под твои ТЗ, без переплаты за раскрученный бренд. С другой — ты сильно зависишь от компетенций и глубины понимания партнёра. Я знаю случай, когда компания заказала партию шкафов для режущего инструмента у крупного OEM-завода, который обычно делает электронные компоненты. Железо сделали безупречно, софт написали айтишники. Но они не учли, что в инструментальном складе может быть повышенная влажность, а руки рабочих часто в масле. Сенсорные экраны стали сбоить через месяц, а пластиковые заглушки на разъёмах быстро покрылись трещинами от случайных ударов. Производитель открестился: ?по спецификациям всё выполнено?. А спецификации не включали ?условия типичного механического цеха?.
Поэтому, рассматривая такого производителя, как ООО Чэнду Саньцзи Технолоджи, для меня ключевым становится их бэкграунд. Компания, которая с 1986 года строит станки (а на их сайте first-sanji.ru видно, что это серьёзное производство с площадью в 50 000 кв. м), должна наизусть знать среду, в которой будет работать их шкаф. Они должны понимать, что такое стружка, СОЖ, вибрация от соседнего фрезерного центра. Это огромный плюс. Их OEM-услуги в этой нише могут быть более осмысленными, чем у чисто электронной фирмы. Но вопрос в другом: рассматривают ли они этот продукт как стратегическое направление или как побочный заказ? Готовы ли их инженеры-станкостроители погрузиться в нюансы учёта мелкого инвентаря? Это можно понять только по деталям их предложения.
При общении с такими производителями я всегда задаю ?глупые? прикладные вопросы. Не ?какая у вас частота процессора?, а ?как система поведёт себя, если рабочий забудет закрыть дверцу, а в цеху отключат свет? Сохранится ли статус выдачи??. Или ?можно ли программно задать правило, что сверло диаметром менее 3 мм списывается после 15 циклов выдачи, независимо от физического наличия??. Ответы на такие вопросы сразу показывают глубину проработки.
Расскажу про относительно удачный опыт. Мы внедряли систему не как готовый продукт, а как совместный проект с одним производителем. Исходная конфигурация шкафа не подходила под наши паллеты со спиральными свёрлами — они были длиннее стандартных ячеек. Инженеры производителя, вместо того чтобы предлагать купить другую модель, приехали, сняли замеры и через три недели привезли кастомизированные выдвижные кассеты. Это был правильный OEM-подход. Но дальше начались сложности с софтом. Их система хотела, чтобы каждый инструмент имел уникальный ID при первом помещении в шкаф. А у нас на склад приходило по 500 одинаковых фрез в коробках. Вручную маркировать каждую — нереально.
Мы вместе нашли компромисс: система позволяла создать шаблон ?Фреза 12мм, 4 зуба, TiN-покрытие? и присвоить ему виртуальный ?пул? из 50 единиц. При выдаче списывалась одна единица из пула, а физическую привязку к конкретному телу фрезы мы делали выборочно, только для дорогостоящего специнструмента. Это сработало. К чему я это? К тому, что гибкость системы и готовность производителя отойти от своей ?идеальной? схемы ради реальной практики — это 80% успеха. И эта гибкость часто зависит от того, насколько сам производитель близок к промышленному миру, а не просто собирает коробки с электроникой.
В случае с Саньцзи, судя по масштабам их штаб-квартиры в Шуанлю, Чэнду, и их истории, у них должны быть ресурсы для такой кастомизации. Вопрос в приоритетах. Если их основной бизнес — тяжёлые станки, то будут ли они вникать в такие тонкости под конкретного заказчика? Или предложат типовой каталог? Это нужно выяснять в прямых переговорах, обязательно запрашивая примеры выполненных нестандартных проектов.
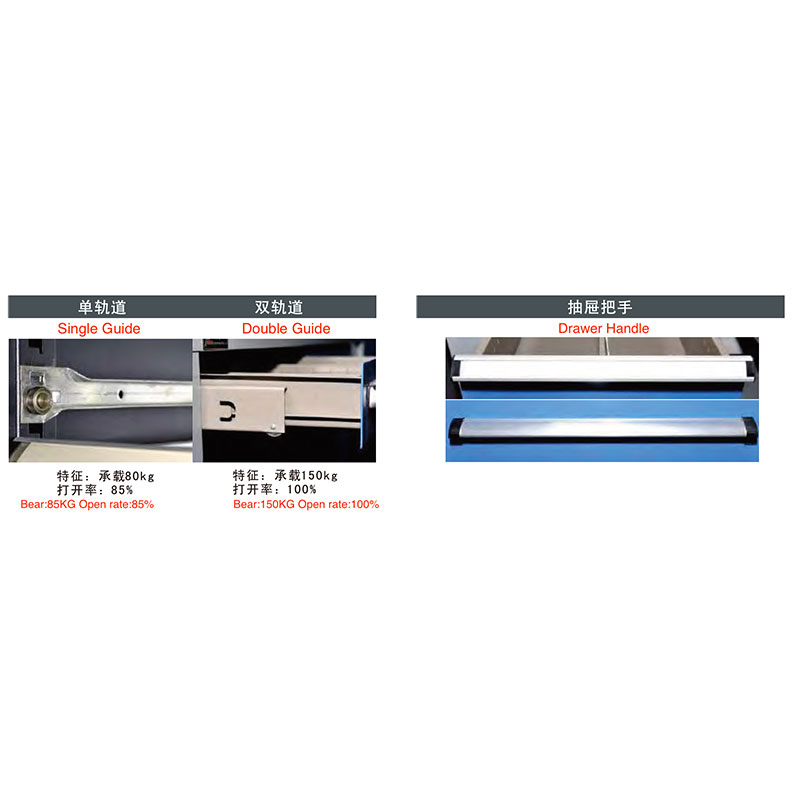
В конструкции самого шкафа есть десятки нюансов, которые не видны на картинке. Материал корпуса: порошковая краска по металлу — стандарт, но в условиях агрессивной среды лучше нержавеющая сталь или хотя бы оцинковка с особой обработкой сварных швов. Петли. Казалось бы, мелочь. Но если петли не имеют доводчика и стопора, дверца будет хлопать, деформироваться, а со временем — нарушится герметичность и точность срабатывания концевиков, которые фиксируют открытие/закрытие. Я видел шкафы, где после года эксплуатации из-за вибрации отклеивались внутренние направляющие для ячеек. Производитель сэкономил на клее, рассчитанном на динамические нагрузки.
Электронная начинка. Здесь я консерватор. Лучше простой, но защищённый промышленный компьютер с пассивным охлаждением, чем мощная ?умная? плата с кулером, который засорится стружкой за месяц. Все интерфейсы — желательно с защитой от пыли и влаги по стандарту IP54 минимум. И очень важный момент — резервирование питания и автономность. При отключении электричества система должна корректно завершить сеанс, сохранить данные и позволить в аварийном режиме (механическим ключом) получить доступ к критичному инструменту. Эти моменты сразу отсеивают ?офисные? решения.
Изучая потенциальных поставщиков, я всегда прошу фото или видео ?внутренностей? шкафа, монтажа проводки, узлов крепления. По аккуратности исполнения ?внутренностей? сразу видна культура производства. Для компании с почти 40-летним опытом в машиностроении, как ООО Чэнду Саньцзи Технолоджи, здесь, теоретически, не должно быть слабых мест. Но проверить надо.
Вот где происходит разделение между ящиком с замками и действительно интеллектуальной системой. Хорошее ПО для такого шкафа — это не просто интерфейс выдачи-приёмки. Это инструмент анализа. Например, оно должно уметь строить графики расхода инструмента по типам, станкам, сменам. Показывать аномалии: если на одном станке вдруг в три раза вырос расход фрез, возможно, проблема в зажимном патроне или режимах резания, а не в качестве инструмента. Система должна не только учитывать, но и подсказывать.
Ещё один критичный момент — интеграция с другими системами (ERP, MES). Но здесь часто бывает подвох. Производитель заявляет: ?есть API, интегрируемся с чем угодно?. На деле оказывается, что их API позволяет только выгрузить CSV-файл с историей операций раз в сутки. Это не интеграция, это экспорт данных. Нам нужна была возможность в реальном времени из системы планирования (MES) резервировать конкретный инструмент для будущей операции на конкретном станке. Нашли только пару производителей, чьи системы могли так работать. И это были не самые раскрученные бренды, а те, кто вырос изнутри промышленной автоматизации.
Поэтому, оценивая предложение любого OEM-производителя, я всегда прошу демо-доступ к их облачной или локальной системе управления. Смотрю не на красоту кнопок, а на глубину отчётов, гибкость настройки правил списания, возможность создания тех самых ?виртуальных пулов? инструмента. И обязательно спрашиваю про реальные кейсы интеграции. Если у Саньцти есть серьёзный отдел софта, который понимает логистику цеха, а не просто пишет интерфейсы, это может быть сильным аргументом в их пользу.
Итак, возвращаясь к исходному вопросу про OEM-производителя. Выбор такого партнёра для интеллектуального шкафа для режущего инструмента — это не поиск самого дешёвого или самого технологичного варианта. Это поиск наиболее понимающего. Понимающего физику цеха, психологию рабочего и экономику инструментального хозяйства. Производитель с бэкграундом в станкостроении, такой как ООО Чэнду Саньцзи Технолоджи, априори имеет преимущество в понимании первой части — среды эксплуатации. Их сайт first-sanji.ru демонстрирует солидность и масштаб.
Но этого недостаточно. Нужно смотреть глубже: есть ли у них портфолио реализованных проектов именно по инструментальным шкафам? Готовы ли они к глубокой кастомизации под ваш процесс? Как устроено их ПО — это ?надстройка? или система, рождённая из потребностей производства? Ответы на эти вопросы часто находятся не на главной странице сайта, а в технической документации и в прямом диалоге с их инженерами.
Лично я бы дал им пробный заказ на один шкаф, но сформулировал бы ТЗ, насыщенное нашими конкретными, самыми ?неудобными? требованиями. По реакции, по скорости и качеству проработки этих требований станет ясно, являются ли они тем самым осмысленным OEM-партнёром или просто ещё одним заводом, решившим диверсифицировать ассортимент. Потому что в итоге нужен не просто шкаф, а работающее звено в системе, которое экономит деньги, а не создаёт новые головные боли.